
Let the light change life


Recently, the application of deep learning in the field of optical design has attracted much attention. As photonic structure design becomes the core of optoelectronic devices and systems design, deep learning brings new opportunities and challenges to this field. The traditional photonic structure design method is usually based on the simplified physical analytical model and relevant experience. Although this method can obtain the desired optical response, it is inefficient and may miss the best design parameters. Through data-driven thought modeling, deep learning learns the rules and features of research objectives from a large amount of data, which provides a new direction for solving the problems faced by photonics structure design. For example, deep learning can be used to predict and optimize the performance of photonic structures, enabling a more efficient and precise design. In the field of photonics structure design, deep learning has been applied in many aspects. On the one hand, deep learning can help design complex photonic structures, such as superstructured materials, photonic crystals, and isoionite nanostructures, to meet the needs of high-speed optical communication, high sensitivity sensing, and efficient energy collection and conversion. On the other hand, deep learning can also be used to optimize the performance of optical components, such as lenses, mirrors, to achieve better imaging quality and higher optical efficiency. In addition, the application of deep learning in optical design has also driven the development of other related technologies. For example, deep learning can be used to implement intelligent optical imaging systems to suit the different imaging requirements by automatically adjusting the parameters of the optical components. At the same time, deep learning can also be used to realize efficient optical computing and information processing, which provides new ideas and methods for the development of optical computing and information processing fields. In conclusion, the application of deep learning in the field of optical design provides new opportunities and challenges for the innovation of photonic structure. In the future, with the continuous development and improvement of deep learning technology, it believe it will play a more important role in the field of optical design.
Read More
Optical fiber was originally developed for communication purposes. However, in the process of optical fiber development, optical fiber with special functions, various varieties and different specifications is developed intentionally or unintentionally. At the same time, it is also found that optical fiber can be applied not only to communication, but also to lighting, medical, electric power, sensing and other fields. These are not in the conventional fiber of optical fiber —— special optical fiber, such as ultraviolet fiber, infrared fiber, high temperature resistant fiber, irradiation fiber, optical fiber, holmium laser fiber, partial fiber, circular fiber, optical fiber, optical fiber, plastic fiber, plastic fiber, etc., in communications, sensing, medical, aerospace, material processing, power, petrochemical and military fields plays an important role, derived from the industrial chain developing rapidly. The industrial chain of special optical fiber contains huge business opportunities, and the relevant institutions have defined their own cognition of special optical fiber. The special fiber search is defined as follows. Baidu "Science China": special optical fiber is used at a specific wavelength, made by special materials and has special functions. Special optical fiber is an optical fiber designed and manufactured used at a specific wavelength to realize a special function. Co-research network: the general term for all kinds of optical fibers with special functions except for the conventional communication optical fiber. Guosheng Communication team: Special optical fiber can be defined as the optical fiber that does not meet the standard of single-mode and multimode communication optical fiber. China wire and cable network: in a narrow sense, special optical fiber is a special purpose optical fiber different from the special performance and use of international communication standard optical fiber; in a broad sense, including special optical fiber, special optical fiber and even components belong to the category of special optical fiber (product). Domestic large companies: Special optical fiber includes active optical fiber, energy transmission optical fiber, bias protection optical fiber, doped optical fiber, anti-radiation optical fiber, high temperature resistant optical fiber, anti-rotating optical fiber, bending optical fiber and so on. Domestic small companies : glass fiber, quartz fiber (except communication fiber), infrared fiber, ultraviolet fiber, fluorescent fiber, plastic fiber, liquid core fiber, atmosphere lamp fiber, etc. RP Photonics Encyclopedia (RP Encyclopedia of Photonics): Specialty Fibers : optical fibers with special designs or materials . Special optical fiber: optical fiber with special design or made using special materials. Dr. Rudiger Paschotta is the author of the famous RP Encyclopedia of photonics and enjoys an international reputation in laser and amplifiers, nonlinear optics, fiber technology, ultrashort pulses and optical noise. HECHO agrees with Dr. Rudiger Paschotta's definition of special fiber, which is concise and accurate, and can cover the above definition of various special fiber. Special optical fiber has played a key role in many application fields, and the differences between the fields are large, so it is more appropriate to involve a specific field, or to use the fair terms in the field to name this variety of optical fiber.
Read More
Optical fiber, optical fiber (optical fiber) short, is very familiar with a hot word. In 1966, Charles Kao, the "father of optical fiber", published a historic paper, theoretically stating that optical fiber losses could be reduced to 20dB / km and used in communications. In 1970, the American Corning (Corning) company developed the loss of 20dB / km quartz optical fiber, and the era of optical fiber communication was officially opened. In 1973, Bell Laboratories built the world's first optical fiber optic communication system. Three years later, the world's first practical fiber-optic communication line was established between Atlanta and Washington. Since then, optical fiber communication technology has developed at an explosive speed, undergoing five generations of evolution in more than 30 years. So, what is an optical fiber optic? We have excerpted the definition of optical fiber given by some authorities (departments). 1. Encyclopedia (Encyclopedia), citing McGraw-Hill Dictionary of Scientific & Technical Terms (McGraw-Hill Dictionary of Technical Terminology) A long, thin thread of fused silica, or other transparent substance, used to transmit light.Also known as light guide. A slender line made of molten silica or other transparent substance for transmitting light, also known as light guide. Wikipedia Encyclopedia (Wikipedia) An optical fiber (or fibre in British English ) is a flexible, transparent fiber made by drawing glass (silica ) or plastic to a diameter slightly thicker than that of a human hair . Optical fiber is a flexible, transparent fiber made of glass (silica) or plastic, with a diameter slightly thicker than a human hair. 3. The American Heritage® Dictionary of the English Language, Fifth Edition (American Traditional English Dictionary) A flexible transparent fiber of extremely pure glass or plastic, generally between 10 and 200 microns in diameter, through which light can be transmitted by successive internal reflections, commonly used in telecommunications. A flexible transparent fiber composed of ultrapure glass or plastic, usually with a diameter between 10-200 μ m, within which light can propagate by continuous reflection and is usually used for communication. 4. RP Photonics Encyclopedia (RP Encyclopedia of Photonics) A kind of long and thin optical waveguides which can be bent to some degree. An elongated optical waveguide that can be bent to some extent. 5. Baidu Encyclopedia (entry compilation and application of "Science Popularization China") Optical fiber is a sketch of optical fiber, which is a fiber made of glass or plastic, which can be used as a light conduction tool. The principle of transmission is, "the total reflection of light". Nanjing HECHO company believes that optical fiber is a slender fiber that can transmit information and energy. Optical fiber materials can be glass, plastic, etc. Because some optical fibers are opaque, and some optical fibers are not flexible. Baidu encyclopedia lists a lot of optical fiber name: single mode optical fiber, multimode optical fiber, quartz fiber, fluoride optical fiber, infrared fiber, composite fiber, fluoride fiber, plastic fiber, plastic optical fiber, dispersion displacement fiber, dispersion flat optical fiber, dispersion compensation optical fiber, polarization fiber, birefringent optical fiber, optical fiber resistance environment, sealing coating fiber, carbon coating optical fiber, metal coating fiber, rare earth fiber, laman fiber, eccentric fiber, luminous fiber, fiber core optical fiber, hollow optical fiber, polymer optical fiber, and so on. There are many kinds of optical fiber, different functions and various names, how to classify optical fiber? ITU-T (International Telecommunication Union) divides communications optical fiber into seven categories: G651-G657. Optical fiber used for communication, also known as standard optical fiber, conventional optical fiber. If simply the optical fiber is divided into communication fiber and non-communication fiber, it is very unscientific and will cause the confusion of optical fiber classification. "Communication" in "communication" is transmission and exchange; "letter" is information (voice, image, data). Communication is the transmission and exchange of information, which is transmitted from one party to the other in the form of electrical signals or optical signals. The glass optical fiber on the market obviously does not belong to the communication optical fiber delineated by ITU-T, but the PCR instrument uses optical fiber, microplate meter optical fiber, power optical cable, flame detection optical fiber, circuit board defect detection optical fiber and other products, using the communication function of glass optical fiber, is a short distance "communication optical fiber". Optical fiber for sensing and detection, because to transmit information and decoding information, belong to short distance "communication optical fiber", and optical transmission (lighting), energy transmission (laser cutting, laser surgery, laser lithotripsy, laser acupuncture, photodynamic therapy, etc.) optical energy transmission path, without decoding information, belongs to "non-communication optical fiber". In addition, the term "communication fiber optic" is inappropriate."Modern Chinese Dictionary" the 7th edition: "communication" for communication ② (using radio waves, light waves and other signals to transmit text, images, etc. According to the different signal mode, can be divided into analog communication and digital communication) of the old name. Therefore, "communication optical fiber" is the current standard word. There is also "optical fiber for transmission" is not rigorous, because a single optical fiber generally can not be transmitted. A number of optical fiber is arranged regularly, made into optical fiber transmission beam can realize the transmission function. In the National Bureau of Statistics, optical fiber has three categories: single mode optical fiber (code 3910010100), multimode optical fiber (code 3910010200) and special optical fiber (code 3910010300). "Statistics with product classification directory" is the whole social economic activities of product standard classification and unified coding, it is applicable to all the product object statistical survey activities, can meet the national economic accounting, industry, agricultural product output statistics and production price statistics, and other statistical survey demand for product classification, for the census, special investigation and conventional statistical survey provide product catalog and framework. Therefore, Nanjing HECHO Company believes that it is reasonable to divide optical fiber into conventional fiber (communication fiber) and special fiber. In addition to ITU-T G651-G657, the rest of the optical fiber belongs to special fiber, which is also conducive to the national statistics and accounting of domestic enterprises. The original works of Nanjing HECHO Technology Co., Ltd., the copyright belongs to Nanjing HECHO Company, welcome to extract selection, excerpt selection must be marked from the "Nanjing HECHO Technology Co., Ltd. website".
Read More
Holmium laser is a pulsed laser with a wavelength of 2.1 μ m, which has strong safety and wide applicability compared with the commonly used extracorporeal shock wave lithotripsy and pneumatic ballistic lithotripsy. In the process of lithotripsy, stones rarely run, and the return rate is very low, so the efficiency is greatly improved. It can be directly crushed through cystoscopy, ureteroscopy and percutaneous nephroscopy, without causing tissue damage. And the holmium laser fiber is flexible, so it can effectively treat the ureteric stones and kidney stones in any site. The study shows that the single success rate of endoscopic holmium laser lithotripsy is more than 95%, and the treatment of bladder stones can reach 100%. The procedure is non-invasive or minimally invasive, and the patient is basically painless. There is no risk of perforation, bleeding, but also the combined treatment of urinary tract tumor, ureteral polyps, stricture and so on. What is the procedure of holmium laser lithotripsy? The specific process is soft ureteroscopic holmium laser lithotripsy is to use a fiber optic lens with about 3mm in diameter, inserted into the ureter through the urethra and bladder to the renal pelvis and calyx. Holmium laser fiber is used to remove and drain the upper ureteral stones and kidney stones. The use of human natural urinary tract, without making any incision in the body, is a pure urology cavity minimally invasive technique, so it is favored by patients. What are the advantages of holmium laser lithotripsy? 1. Precision and efficiency. The target, energy and action time of holmium laser pulse are accurately positioned and quantified by computer, which can be solved once in a relatively short time. The whole process of accurate control, physician intuitive image surgery, safe and efficient. 2. Less trauma and safe. Holmium laser only acts on stones and does not have a thermal effect on the surrounding tissues, so in the process of lithotripsy, it will not cause any loss to the surrounding tissues, and there is no risk of perforation, bleeding and some complications caused by traditional surgery. 3. Fast speed and short treatment time. This laser has a strong adsorption of water, so that the laser energy is concentrated in the surface layer, has a good cutting ability and tissue resection ability, so that the gravel particles more fine, powder, so the stone time of the gravel is significantly shortened. 4. Less complications and more money. After the successful treatment of urocalculi with holmium laser, the patients had no sequelae, few complications, completely avoided many complications of traditional surgery, caused the disadvantages of secondary injury to the body tissue, greatly shortened the treatment time of patients, and reduced the cost accordingly.
Read More
Self-focusing and other self-acting phenomena have been studied for decades, and many potential applications are emerging: for the design of optical power limiters and optical switches; femtosecond self-focusing observes collimated, coherent white continuous light passing through an atmosphere of over 100 kilometers, enabling potential applications of remote sensing. However, the self-focusing effect also limits the transmission power of the optical medium; reduces the threshold of nonlinear optical process; and even causes optical material damage, which is the limiting factor in the design of high-power laser system. The self-focusing phenomenon is a nonlinear optical process caused by the refractive index change of a solid, gas, and liquid media exposed to strong electromagnetic radiation. Its refractive index will change accordingly with the light intensity. When the intensity of the beam is Gaussian in the cross section, and the intensity is strong enough to produce a nonlinear effect, the lateral refractive index of the material will also show a bell shape. This change in refractive index allows the material to act like a converging lens. This effect continues until the beam reaches a thin filament limit. The physical mechanism of this phenomenon is mainly based on the nonlinear Kerr effect, and the nonlinear Kerr effect with positive χ (3) makes the light intensity on the optical axis strong, resulting in a high refractive index in the middle of the beam, resulting in the focusing effect. If n2> 0: self-focusing if n2 <0: self-defocusing where n0 is the linear refractive index, n2 is the optical constant characterizing the optical nonlinear intensity, and I is the Gaussian intensity. A self-focusing phenomenon may occur if a beam with an uneven transverse intensity distribution (e. g., a Gaussian profile) travels through a material with a positive n2. Optical wave field aggregation in nonlinear media whose refractive index n depends on the field strength. If a strong beam passes through a medium with this nonlinearity, the refractive index n of the medium increases with the electroscaling or heating electron polarization of matter due to the high frequency Kerr effect (Kerr). Increasing n causes nonlinear refraction in the medium: light deflect in the direction of larger field strengths. When the power of the beam exceeds a certain threshold, the nonlinear refraction suppresses the diffraction broadening of the beam, thereby reducing or completely eliminating the beam divergence, and focal points appear in the medium. As power increases, the number of foci also increases, and the focus moves at speeds close to the speed of light. In the self-focusing of the light, the field focusing is much stronger than in the ordinary focusing passing through the lens. Self-focusing of light can lead to electrical breakdown, for example by the scattering of the laser. Under some conditions, the number of foci may become so large that light will propagate in an oscillatory electric waveguide that the beam itself forms in a nonlinear medium. For beams of a specific cross section with critical power, the cross section remains constant. Through this waveguide, the light energy can be transmitted over long distances.This phenomenon is also present in a moving medium, such as in the convective or scanning beam of a liquid and gas, where the beam deflects from its initial direction. The deflection angle depends on the beam power and the transverse velocity of the medium. The inverse phenomenon is called defocus. This effect occurs in media where the refractive index decreases with increasing intensity. Thermal defocusing is relatively common due to a reduced refractive index due to the expansion of matter when heated by light. We have observed self-focusing and defocusing. The consequences of self-focusing: As the decrease of the beam radius further increases the intensity of the Kerr lens, it may lead to the complete collapse of the beam: as the beam radius decreases, the optical intensity gradually increases, thus further improving the self-focusing effect. This mechanism would result in a higher optical strength, which can easily destroy the optical medium. When the optical power is higher than the critical power, it is out of control. Self-focusing effect limits the transmission power of optical medium; reduces the threshold of nonlinear optical process; and even causes optical material damage, which is the limiting factor in the design of high-power laser system. The role of the critical energy for self-focusing: the critical power does not depend on the original beam area. If a larger diameter beam produces a weaker Kerr lens phenomenon, but it is also more sensitive to the lens. The initially larger beam requires a longer propagation distance (given light focus) until it disappears. We focus on the silica fiber, and the self-focusing limit of the peak power is about 4 MW (1 μ m wavelength). Self-focused optical fiber is a slender medium that can guide the propagation of light waves in. The structure and refractive index design of optical fiber form its own waveguide. Under general power, optical fiber can perfectly transmit signal or energy from one end to the other; when the energy is relatively high and the core diameter is relatively small, the phenomenon of self-focused may occur. Self-focusing will reduce the original effective mode diameter. Whether there is a critical power for reaching the self-focusing. We examine the critical power of the quartz glass. One of the most mature optical fiber optic materials of quartz glass, the nonlinear index is assumed to be 2.210-20 m2 / W. The numerical calculation of the relationship between the mode field area and the optical power is like this graph representation, and the red line is the critical power point, reaching 5MW. If the incident power is well above the critical threshold of self-focusing, a plasma channel may occur with self-focusing. The light pulse can maintain an almost constant diameter transmission for a long distance. This is the dynamic balance between the self-focus and the plasmonic defocus effect. Where the beam decomposes into several beams with small light intensity. The resulting beam direction can be random, though often with a fairly regular structure. This phenomenon has certain application value in remote sensing, remote detection of air pollutants, laser lightning induction, pulse compression, lightning control, and artificial rain and snow and other fields.
Read More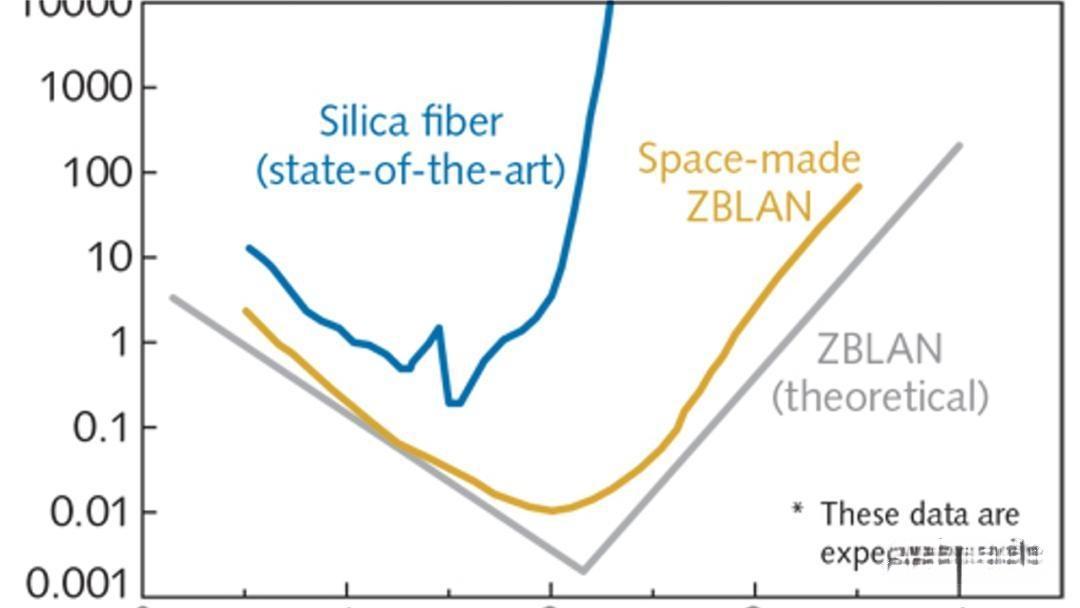
The long and short band spectra of quartz glass (SiO2) are limited by two factors: if too close to the ultraviolet light, it will be absorbed by the bound electrons; the infrared light will be absorbed by the vibrational mode of the Si-O network. Finding a glass with a very good light transmittance was a very popular research direction in the 1980s. To transmit information to optical networks over longer distances. The attenuation of quartz glass fiber reaches a low wavelength of 1.55 μ m (mature products can reach 0.16dB / km, and now there is still a record of 0.12dB / km). According to this data, 80 km to maintain about 20% of the energy transmission. A V-shaped attenuation curve (yellow quartz glass curve and red fluoride ZBLAN glass fiber) shows the exact value of light loss and wavelength. Attenuation curve and wavelength relationship of silica glass fiber and fluoride glass fiber An alternative to quartz fiberglass is, ZrF4 based on fluoride glass. In the region of the UV spectrum, the light conduction situation is similar, but in the infrared region, it is quite different. The vibration mode (vibration mode) of Zr-F is much lower than that of Si-O, as can be seen from this V-shaped diagram, the ZBLAN glass has a deeper (lower decay) curve, corresponding to a minimum loss about 100 times lower than that of Si-O. The lowest attenuation region occurs at a longer wavelength (λ = 2.5 μ m). If successful, it means that fiber communication without repeater may exceed hundreds of kilometers. However, this is theoretical data, and in practice, this goal is not achieved because impurities such as transition metals (transition metals, even with ppb content) and-OH cannot be completely avoided. On the other hand, the optically transparent properties of the fluoride glass are still present. It seems that the real difficulty is the purification scheme. Quartz glass and the ZBLAN glass prepared in space The complex composition of 60ZrF4,20BaF2,4LaF3,6AlF3 and 10NaF (the acronym of ZBLAN) has the most stable state (not easy to crystallization), suitable for fiber stretching (the so-called soft glass is afraid of crystallization in the process of drawing). The polyhedra forming glass are ZrF7, AlF6 and LaF8, while Ba2 + and Na + act as modiagents. This glass contains rare earths (RE) as a natural component (natural constituent), which enables the rapid development of optical amplifiers or fiber lasers because ZBLAN materials are easier to doping various types of rare earths and have more usable wavelengths (more emission lines than silica glass) than quartz glass. In the development of ZBLAN, at the same period, chemical vapor deposition process (CVD) was invented, is still in use, this technology to quartz fiber development has made great progress, industrial also reached the final optical and mechanical properties.
Read More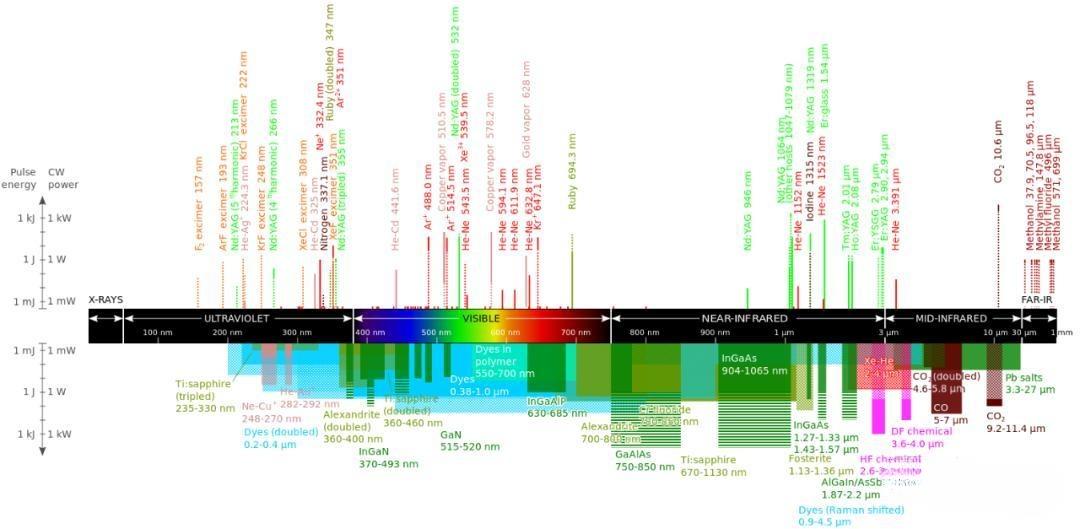
The wavelength of the laser is directly related to the classification of the laser. First, look at the wavelength of the laser: Different laser types are shown above the wavelength bars and laser light that can be emitted in the wavelength range below. The height of the line represents the commercially available maximum power / pulse energy, while the color encodes the type of laser material). Most of the data comes from Weber's Laser Length Manual, Weber's book Handbook of laser wavelengths.There are many methods of laser classification, which can be divided into several types: solid, gas, liquid, semiconductor, dye and optical fiber: Solid-state laser (Solid state laser) is generally small and strong, with high pulse radiation power and a wide range of applications. Like: Nd: YAG laser. Nd (neodymium) is a rare earth element, YAG represents yttrium aluminum garnet, crystal structure similar to ruby. And Tm: YAG, Ho: YAG, Ho: YAG and so on. Semiconductor laser (Semiconductor laser) is small in size, light in weight, long in life and simple in structure, especially suitable for use in aircraft, warships, vehicles and spaceships.Semiconductor laser can change the wavelength of laser through the external electric field, magnetic field, temperature and pressure, and can directly convert electric energy into laser energy, so it develops rapidly.A gas laser (Gas laser) is a laser in which the gas releases a current current to produce coherent light. Monochromy property and coherence are good, laser wavelength can reach thousands of kinds, widely used. The gas laser is simple in structure, low in cost and easy to operate. It is widely used in industry and agriculture, medicine, precision measurement, holographic technology and other aspects. Gas laser has electric energy, heat energy, chemical energy, light energy, nuclear energy and other excitation methods. The dye laser (Dye laser), a working substance, was introduced in 1966 and is widely used in various scientific research fields. About 500 dyes have now been found that can produce lasers. These dyes can be soluble in alcohol, benzene, acetone, water, or other solutions. They can also be contained in organic plastic in solid or sublimated to steam in gaseous form. So a dye laser is also called a "liquid laser". The prominent feature of the dye laser is the wavelength continuous tunability. Fuel lasers are diverse, inexpensive and efficient, with output power comparable to gas and solid lasers for spectroscopy, photochemistry, medical and agriculture.Chemical lasers (Chemical Laser) Some chemical reactions produce enough energetic atoms to release large amounts of energy that can be used to produce laser action. This is mainly for weapons applications. Hydrogen fluoride lasers, for example, can provide continuous output power in the megawatt range. Free electron lasers (Free electron laser) These lasers are more suitable than other types of radiation with high power. Its working mechanism is different, it obtains tens of millions of volt of high-energy adjustment electron beam from the accelerator, through the periodic magnetic field, forming the energy levels of different energy states, producing stimulated radiation.Qucimer laser (Excimer laser, in fact, also belongs to one of the gas laser) is a kind of ultraviolet gas laser, in the excited state of the noble gas and another gas (inert gas or halogen) combined mixed gas molecules, the laser generated by the transition, called excimer laser.excimer laser belongs to low energy laser with no thermal effect. It is a pulse laser with strong direction, high wavelength purity and high output power. The photon energy wavelength range is 157-353 nm, and the pulse time is tens of nanoseconds, which belongs to ultraviolet light. The most common wavelengths are 157 nm, 193 nm, 248 nm, 308 nm, and 351 – 353 nm.The optical fiber laser (Fiber laser) uses the gain medium (rare earth elements) in the optical fiber to provide the amplification of the optical signal. Fiber lasers come in single-end pump and two-end pump, the latter can achieve higher output power. Coherent synthesis technology, also under development can further expand the output power.From the continuity, there are continuous laser (Continuous laser) and pulsed laser (Pulsed laser and Ultrashort pulsed laser), pulsed laser: nanosecond (10e-6Seconds), picosecond (10e-9Seconds), and the femtosecond (10e-12Seconds) or even in seconds (10e-15Seconds) laser.Continuous laser, longer pulse laser and ultra-short pulse laser, also acting on the target surface, the thermal effect vary greatly. There are many other types of lasers, including the Raman laser (Raman laser), the metal steam laser (Metal-vapor lasers), and so on. There will also be many niche technologies for different applications. As the foundation of industry 4.0, laser will have more and more as, welcome everyone to discuss, exchange, progress together.
Read More
The fiber optic and cable industry is very familiar with quartz glass. The technology of conventional optical fiber is very mature, with a very low cost, excellent optical performance, and the mechanical performance is also very good. Less contact with the infrared (IR) transparent glass. In fact, the glass family is very large, such as fluoride and sulfide glass (non-oxide) also has good optical properties. There are also many application scenarios suitable for infrared, such as: infrared imaging, medical, astronomy and biological application sensors. The advantages and disadvantages of silica glass: silica (SiO2) and other oxide glass, unique and excellent performance dominates the optical field. From ultraviolet (UV) to visible (visible) to near-infrared (NIR), red is the sensitive area of our retina. Silica dioxide is an excellent glass forming agent, the mechanical strength of the material is very high, but also better resistance to crystallization and corrosion. Quartz glass is actually sand SiO2 glass has an inherent drawback: wavelength more than 3 μ m opaque. The transparency limitation is due to the high vibrational mode (high vibration mode) of the Si-O bonds. In order to develop optical devices that can transmit wavelengths of more than 3 μ m, we should look for new components with weaker chemical composition (weaker chemical bond) and composed of heavier atoms (heavier atoms). Fluoride (fluoride) and sulphide glass have good advantages. What are the basic criteria for obtaining glassy materials? It must have polymerization properties (polymeric character); bond angles (bond angle) are easily changed to melt into a viscous liquid (viscous liquid); and macromolecules are formed by covalent bonds (covalent bonding). In general, polymer materials may also be large anions (ion). The negative charge (negative charge) is compensated by some large cations (large cations) distributed in the viscous liquid. These large cations are called glass modifiers (modifier). How is the glass made up of atoms? Glass is a "disordered state." Take silica, which exists in many forms, from calcite to quartz. Different states are formed only by the different values of the Si-O-Si angles, generally formed by angle-sharing SiO4 tetrahedra. So when the silica melts, the atoms don't choose a certain direction and remain disordered in the liquid state. This is almost the same when using materials such as fluoride glass or sulfur-element glass. When the liquid is cooled at a certain temperature, the liquid transforms into a crystalline solid. This is the case for most liquids. Thus, some of these liquids refuse to follow this law of thermodynamics. Instead, they become more and more sticky until the viscosity becomes infinite (viscosity becomes infinite). The solid obtained is a frozen liquid (frozen liquid), which is the glass. Depending on the glass composition, the cooling rate generally requires fast, fast enough, enough to avoid any arrangement of atoms that will nucleate the microcrystals. This process is the core of glass forming! This temperature quenching process (temperature quenching procedure) is empirical, which is definitely one of the secrets of glass manufacturers. After annealing, the glass is frozen liquid or liquid with infinite viscosity.Showed that the bonds are continuous and uniform. As a transmittance material: in ultraviolet light, the intrinsic absorption (intrinsic absorption) caused by the interaction with bonded electrons, in the interaction between the infrared region and the matrix (interactions with the phonon of the matrix), there is no reason to interrupt the light propagation. Glass has some unique properties compared to other solids. The glass can be heated to a temperature region called the glass transition temperature (Tg). Above Tg, the glass remembers that it is liquid and later becomes a plastic solid, and its viscosity changes rapidly with temperature. The control of viscosity is very critical, and the control of glass Tg can realize the complex processes such as die pressing and optical fiber preparation. Because glass is an unbalanced solid, the forming process of glass may have the risk of nanocrystal nuclei, which will be separated from the glass matrix. Partial crystallization may have a large influence on the propagation of optical fibers. This disordered unbalanced solid is easily transformed into ordered crystals depending on the energy distribution of the glass. The crystallization phenomenon can be confirmed by detecting the crystallization temperature by differential scanning calorimetry (differential scanning calorimetry) (distinguishing that Tx is the clean temperature and Tg is the glassy temperature). The difference between Tx-Tg is the standard for assessing the glass shape. Try to control and avoid the generation of nanocrystal, because it will scatter light in IR, become an obstacle to IR fiber transmission.
Read MoreMetal halide perovskite has excellent photoelectric performance, and has become a well-deserved "star" material in the semiconductor field, and has attracted great attention from academia and industry. With the investment of a lot of research, the application of perovskite covers various fields such as single photon source, micro-nano laser, photodetector, optical logic gate, optical logic gates, optical communication, waveguide, nonlinear optics and other optical and optoelectronic fields. Therefore, the construction and integration of photonic devices with different functions based on a single perovskite chip is very promising. The development of micro-nano processing technology is a key step in integrating various optoelectronic devices into a single chip to meet the requirements of advanced integrated optics, and will play a key role in the development of the next generation of information technology. The laser direct writing (DLW) is an efficient, non-contact and mask-free micro-nano processing technology. It couples the laser beam with the microscope to reduce the size of the output spot and achieve high-resolution micro-nano processing. Depending on the manufacturing mechanism and the threshold response of the material, the DLW optimal resolution is usually between a few and several hundred nanometers. At the same time, DLW can flexibly manufacture any micro-nano structures on the same substrate, or it can use the spatial light modulator to change the focused laser field into a specific shape or produce multiple foci simultaneously, so as to meet the needs of large-scale manufacturing. Mechanism of the interaction between laser light and perovskite With the unique advantages of high precision, no contact, easy operation and no mask, laser is an excellent tool for the operation, fabrication and processing of micro-nano structures on semiconductors. The specific interaction mechanism between laser and perovskite can be divided into various phenomena, such as laser ablation, laser-induced crystallization, laser-induced ion migration, laser-induced phase separation, laser-induced light reaction and other laser-induced transitions. These different mechanisms of action represent different changes in perovskite crystals. For example, laser induced crystallization process is the nucleation and crystallization process of perovskite precursor, and laser induced phase separation is the separation of mixed phase perovskite into two different phases, both of which contain rich physical phenomena. The implementation of the whole micro-nano processing process is affected by the DLW parameters, such as wavelength, pulse / continuous wave, action time, power, and repetition rate. The selection of these parameters provides a flexible and powerful tool to precisely control the micro-nano structure of perovskite. Photoelectric applications of perovskite fabricated by DLW Perovskite materials processed by DLW are widely used in solar cells, light-emitting diodes, photodetectors, lasers and planar lenses, showing more excellent performance. At the same time, due to the unique ionic characteristics of perovskite, its ion migration, phase separation, photochromic and other phenomena appear under the action of continuous laser, thus expanding its application in the fields of multi-color display, optical information encryption and storage. Challenges and prospects Compared to conventional semiconductor manufacturing technologies, DLW technology has greatly improved manufacturing efficiency due to its simple operation process and high-throughput characteristics, and is expected to manufacture complex high-resolution micro-nano structures at a large scale. The cheaper and flexible and controllable laser combined with the superior photoelectric performance of perovskite semiconductor will bring great potential for the preparation of micro-nano structure perovskite optoelectronic devices. Relevant research is still in its infancy, and some key technical bottlenecks need to be addressed. It is expected that in the near future, when these bottlenecks are broken through, the related basic research and industry will usher in great progress.
Read More
It is well known that the optical fiber in the general sense is composed of a fiber core, cladding layer and coating layer. Among them, the fiber core, cladding determine its optical characteristics, generally with molten quartz in the environment of 2000℃ pull down, high temperature performance naturally need not say much. In the process of quartz glass pull, its surface will inevitably leave subtle cracks, used by a kinds of environmental stress, crack may rapidly expand and even break, so in the first time to help it put on a layer of sheath —— coating layer, to greatly improve its mechanical characteristics, make it more bending more tensile. The coating material is mainly silicone or acrylic resin, which is attached to the bare fiber by thermal curing or UV curing process. But whether silicone resin or acrylic resin, the use environment is less than 180℃, above which temperature these materials will decompose and fail. In the petrochemical / aerospace / laser processing and other special industries, higher requirements are put forward for the high temperature characteristics of optical fiber, so the temperature limit of the coating layer can be broken, and the application scenario of optical fiber can be greatly expanded. The significance of high temperature resistant fiber is that it can maintain stable transmission performance in extreme high temperature environment, and solves the problem that conventional fiber is easy to fail under high temperature conditions. The emergence of this fiber has greatly expanded the application field of fiber communication, especially in those scenarios that require long time to work in high temperature environment, such as petrochemical, power, metallurgy, automotive, aerospace and other industries. It is understood that at domestic and foreign, the application scenario of high temperature resistant optical fiber is very wide. In the exploitation of oil and natural gas, the oil well temperature measuring optical cable needs to be able to withstand the underground high temperature and high pressure environment, and then it is necessary to use the high temperature resistant optical fiber. In thermal power generation, the real-time monitoring of boiler temperature and pressure also requires the stable transmission of high-temperature resistant optical fiber. In addition, in the automotive industry, high-temperature resistant optical fibers are used in on-board communication and entertainment systems to ensure the stable transmission of information in high-temperature engine and exhaust system environments. In the field of aerospace, the high temperature resistance performance of communication equipment is extremely high. The application of high temperature resistance optical fiber can improve the reliability and stability of communication equipment in high temperature environment. Polyimide (Polyimide, PI), with an excellent temperature range of-190℃ ~ + 385℃, has penetrated into every aspect of our lives since DuPont was first commoditized in 1961. For example, the flexible circuit board (FPC), often used in electronic products, is 280℃ lead-free welding and is made of polyimide; it is also made into fabric for firefighters, astronauts, and racers. The key to polyimide's high temperature resistance lies in its unique molecular structure. Polyimide molecules contain multiple benzene rings and conjugated bonds, making their molecular structure relatively rigid. At the same time, the covalent bond between the acyl group in the molecule and the nitrogen atoms is very strong, and this structure gives the polyimide excellent thermal stability. The thermal decomposition temperature of polyimide is very high, some specific types of polyimide, such as polyphenyltriazine dimethimide (BPDA-PDA), its thermal decomposition temperature can even reach more than 600℃. This high thermal stability makes the polyimide an ideal coating material for making high-temperature resistant optical fibers, greatly increasing the application temperature range of the optical fibers. Optical fibers made of such materials are often called PI optical fibers. Mass production of PI optical fiber is not suitable. First, optical fiber coating generally requires two coatings inside and outside, and inner coating has low modulus for buffer, and outer coating has high modulus for protection. While the polyimide does not appear to have such properties. It is common to either use polyimide as a single coating at its mechanical properties, internal or conventional acrylic resin and polyimide to resist instantaneous high and low temperatures. Secondly, the curing process of polyimide is not too mature and cannot be as uniformly and firmly attached as traditional coatings. The process of plating polyimides on the outer surface of the fiber usually involves the coating technique. A common method is to use a dip-coating method. In this process, the bare fiber region of the fiber is slowly immersed in the polyimide solution, ensuring that the fiber makes full contact with the solution. The fiber was then pulled out from the solution at a certain speed to control the thickness of the coating. The coated optical fibers need to be cured at lower ambient temperatures to volatilize the solvent and avoid creating bubbles during subsequent heating. Finally, the fiber will be placed in a high-temperature box for heating, making the polyimide coating more tightly attached to the fiber surface. In theory, 385℃ is the upper temperature limit of the polyimide, regardless of higher temperatures. High temperature resistant metal coated fiber, by coating the surface of the bare fiber with a layer of high temperature resistant metal material, such as aluminum, copper or gold, to improve the performance of the fiber in high temperature environment. This fiber performs well at extreme temperature conditions and has excellent resistance to chemical corrosion and mechanical bending. High temperature-resistant metal-coated optical fibers are widely used in areas that need to withstand high temperature and corrosive environments. For example, metal-coated optical fibers all play an important role in nuclear radiation, high-energy and strong laser transmission, welded fiber beams, and medical applications. In addition, in the field of high temperature sensing fiber, it can be used as turbine sensing fiber, oil and gas well fiber, engine sensing fiber, etc., to withstand the work demand in high temperature environment. Metal optical fibers are also often used as gas-tight optical fibers.
Read More
Optical fiber hydrophone system is a complex sensing system, which mainly uses optical fiber sensing technology to realize the conversion, transmission and processing of underwater sound signals. As the core part of the system, the implementation process are crucial to the performance of the whole system. The components of optical fiber hydrophone mainly include wet end and dry end. The wet end, as the sensing end, consists of the optical fiber hydrophone sensor probe and the transmission optical cable used to transmit the optical signal. The sensor probe is the core component of fiber-optic hydrophones, which can receive underwater sound signals and convert them into optical signals. The dry end mainly includes the light source of optical fiber hydrophone, optical passive device, photoelectric conversion module and signal demodulation processing module. The light source is responsible for providing stable optical signals. The optical passive device is used to control the transmission and modulation of the optical signal. The photoelectric conversion module converts the received optical signal into an electrical signal, and the signal demodulation processing module demodulates and processes the electrical signals to extract useful sound information. Main components of the fiber-optic hydrophone: a) sensor prob: Optical fiber: a core element in the sensor probe that transforms acoustic signals into optical signals. The materials, diameter, length and other parameters of the optical fiber are carefully designed to optimize its sensing performance. Sensing diaphragm: usually located at the end of the fiber and is very sensitive to underwater sound pressure signals. When the sound wave acts on the diaphragm, it will produce deformation, and then cause the change of the phase, intensity and other parameters of the light in the optical fiber. Seal construction: Ensure that the sensor resists water shock and corrosion under water while keeping the interior dry and stable. b) illuminant: Laser: produce stable, high quality beam for propagation in fiber. The type of laser and the choice of output power directly affect the sensitivity and dynamic range of the fiber hydrophone. Drive circuit: Provide a stable current and voltage for the laser to ensure its stable operation for a long time. C) Optical passive devices: Coupler: it is used to effectively couple the light generated by the light source to the optical fiber, while realizing the distribution and combination of optical signals. Wave division multiplexer: used to transmit multiple wavelengths in a single fiber to improve the transmission capacity of the fiber. Filter: used to filter noise and stray light and improve signal to noise ratio. And d) the photoelectric conversion module: Photodetector: to convert the received optical signal into electrical signals. The response speed and sensitivity of photodetectors directly affect the performance of the system. Preamplifier: to amplify the weak electrical signal output by the photodetector to facilitate subsequent signal processing. E) Signal demodulation processing module: Demodulation circuit: according to the specific demodulation algorithm, the signal output by the photoelectric conversion module is demodulated to restore the original sound signal. Data acquisition and processing unit: digitize, store and analyze the demodulated signal to extract useful sound information. Fiber-optic hydrophones may also include some auxiliary components, such as temperature sensors, pressure sensors, etc., which are used to monitor and compensate for the impact of environmental conditions on system performance. The design and manufacture of these components requires a high degree of precision and reliability to ensure that fiber optic hydrophones work stably and long term in harsh underwater environments. At the same time, with the continuous development of optical fiber sensing technology, the performance of these components is also constantly improving, providing strong technical support for optical fiber hydrophones in a wider range of application fields. In the preparation process, optical fiber and metal filament and other components are accurately processed and assembled according to the specific process requirements to form optical fiber hydrophones with specific structure and performance. The installation process of fiber-optic hydrophones is a relatively complex and requires a highly specialized operation. Fiber-optic hydrophones need to be deployed in suitable locations underwater according to specific application scenarios and requirements to ensure that they can effectively receive and process sound signals. Some key issues also need to be considered in practical application, such as the stability, sensitivity and anti-interference ability of the system. In order to improve the performance of the system, some advanced technical means can be adopted, such as optimizing the structure design of the optical fiber hydrophone, improving the stability and output power of the light source, and improving the signal demodulation algorithm. Fiber-optic hydrophones have excellent stability. The optical fiber materials used have extremely high intrinsic safety and reliability. This characteristic makes the fiber optic hydrophone to maintain stable performance for a long time and is not easy to fail. In addition, the fiber optic hydrophone also has good system stability and can maintain normal operation in a variety of harsh environments. The sensitivity of the fiber-optic hydrophones is extremely high. Its sensor probe is very sensitive to underwater sound pressure signals, and even small sound changes can be accurately captured and converted into light signals. This high sensitivity allows fiber optic hydrolisteners to capture weak sound signals in the underwater environment, enabling accurate detection and identification of underwater targets. At the same time, the fiber optic hydrophone also has the characteristics of good array sensitivity consistency, to ensure the accuracy and consistency of each channel signal. Fiber-optic hydrophone has a powerful anti-interference capability. Because its signal sensing and transmission are both light as the carrier, the electromagnetic interference below a few hundred MHz has very little effect on it. This means that fiber optic hydrophones can work properly in complex underwater environments without being affected by electromagnetic interference. In addition, the fiber optic hydrophone also has the characteristics of corrosion resistance, high temperature resistance, and can maintain stable performance in a variety of harsh environments. In general, the fiber optic hydrophone system is a highly integrated and intelligent system, and the composition and implementation process of its components are of great significance for achieving efficient and accurate underwater sound signal detection and processing. With the continuous development and progress of optical fiber sensing technology, the application prospect of fiber optic hydrophone system in ocean exploration and underwater communication will be broader.
Read MoreMachine vision is a kind of technology that uses computers and cameras to imitate the human vision system for image analysis and processing. It combines knowledge in the fields of computer science, image processing, pattern recognition, and artificial intelligence to enable machines to "see" and understand images, providing an important basis for automation and intelligence in the real world. The primary goal of machine vision is to enable computers to understand and analyze images as humans do. The image data obtained through the camera can be processed and interpreted in the computer, so as to realize automatic control, quality detection, object recognition, object tracking and other functions. It can be widely used in industrial automation, intelligent monitoring, medical diagnosis, traffic management and other fields. The core technologies of machine vision include image acquisition, image pre-processing, feature extraction, target detection and recognition, etc. First, machine vision needs to obtain the image through devices such as cameras, and then pre-process the image, including denoising, enhancement, geometric correction, etc., to eliminate interference and noise in the image. Next, machine vision will use the image processing and pattern recognition algorithm to extract the feature information in the image. These feature information can be the edge, texture, color, etc. Through the analysis of these features, the detection, classification and recognition of goals can be realized. Object detection and recognition is one of the important tasks of machine vision. By training models and using machine learning algorithms, machine vision can identify and locate target objects in the image, such as faces, vehicles, product defects, and so on. This provides very valuable applications for automated production, intelligent security and intelligent transportation. In addition, machine vision can also perform image analysis and understanding. Through the semantic segmentation, object tracking and other technologies, the understanding and interpretation of different regions and objects in the image can be realized, and then provide the basis for decision-making and control. The development of machine vision technology benefits from the improvement of computer computing power, the improvement of sensor technology and the development of artificial intelligence technology such as deep learning. These advances have led to significant improvements in accuracy, real-time, and adaptability. Although machine vision has achieved remarkable application results in many fields, there are still some challenges and problems. For example, complex scenes, lighting changes, occlusion and other factors may affect the performance of the machine vision system. Therefore, researchers and engineers need to continuously improve algorithms and technologies to improve the robustness and performance of machine vision systems. In short, machine vision, as an important technology, is constantly changing the way we live and work. It combines technologies such as image processing, pattern recognition and artificial intelligence to allow machines to "see" and understand images like people. With the further development of technology, machine vision will play an important role in more fields, creating a more intelligent, convenient and efficient living environment for human beings.
Read More


 IPv6 network supported
IPv6 network supported
 English
English 简体中文
简体中文








